深夜车间的烦恼:又一批货被退货了
上周去一家东莞的家具五金件厂,老板拉着我大倒苦水。晚上十一点,他刚接到一个老客户的电话,说这批抛光好的铝合金拉手,表面有十几处细微的划痕,整批货都要退回来。
他马上跑到车间,把质检组长叫来。组长也是一脸委屈:“老板,这批货是昨天晚班赶出来的,光线不太好,小刘(一个新来的质检员)看了,可能漏了。而且这种拉丝面的划痕,反光角度不对根本看不出来。”
这场景你可能也遇到过。砂光、抛光出来的工件,表面质量就是脸面。划痕、漏砂(局部没磨到)、色差、桔皮纹……任何一点瑕疵,到了客户那里都是大问题。
问题有多普遍? 我跑过苏州、佛山、宁波不少做砂光加工的企业,不管是做木工板材、金属件还是复合材料,外观检测都是个老大难。
后果很直接:
-
成本飙升: 返工意味着重新上机、再耗一遍人工水电,如果是批量性问题,整批报废,损失更大。
-
丢单丢客: 一次严重的质量投诉,可能就丢了一个稳定客户。
-
管理头疼: 出了问题,是机器没调好?砂带该换了?还是工人没仔细看?往往成了一笔糊涂账,互相扯皮。
问题到底出在哪?不只是人不行
⚖️ 问题与方案对比
• 人工检测效率低成本高
• 质量标准难以统一
• 质量稳定性提升
• 长期人力成本下降
表面上看,是质检员“没看清”、“不仔细”。但说实话,把锅全甩给工人,不公平,也解决不了问题。
人眼检测的“天花板”
砂光件的外观检测,对人眼来说本来就是高难度动作。
第一,环境干扰大。 车间光线不稳定,白天和晚上看不一样,灯光明暗也有影响。工件表面的反光、倒影,很容易干扰判断。
第二,缺陷太“狡猾”。 细微划痕、轻微色差,需要特定角度才能发现。质检员拿着工件反复转着看,效率低,而且看久了眼睛疲劳,准确率必然下降。尤其是夜班,这个问题更突出。
第三,标准难统一。 什么叫“可接受”,什么叫“必须返工”?老师傅和新员工尺度可能差很远。同一个工件,A说可以过,B说要打回,没有客观依据,全凭感觉。
传统办法为啥不灵?
有的老板试过加人、加灯、加奖金,但效果有限。
-
加人: 多一双眼,确实能降低漏检,但成本上去了,而且不能从根本上解决疲劳和标准问题。
-
加灯(弄个检测灯箱): 对均匀照明有帮助,但对于判断复杂曲面、反光面的瑕疵,作用不大。
-
加奖金(搞质量奖罚): 能提高一时积极性,但压力全给到工人,容易引发矛盾,也不是长久之计。
说到底,这些方法都是在“人”这个环节修修补补,没有触及问题的核心:用主观、易疲劳、标准不一的人眼,去完成一个需要客观、稳定、高精度的重复性判断任务。 这本身就是个错配。
换个思路:让机器来“看”,让人来“判”
✅ 落地清单
这几年,不少厂开始尝试用AI视觉来做外观检测。它的核心思路很简单:把判断“有没有瑕疵”这个重复性工作,交给不知疲倦、标准统一的AI摄像头,让人工去处理AI标记出来的“可疑件”,或者去调整产生瑕疵的工艺环节。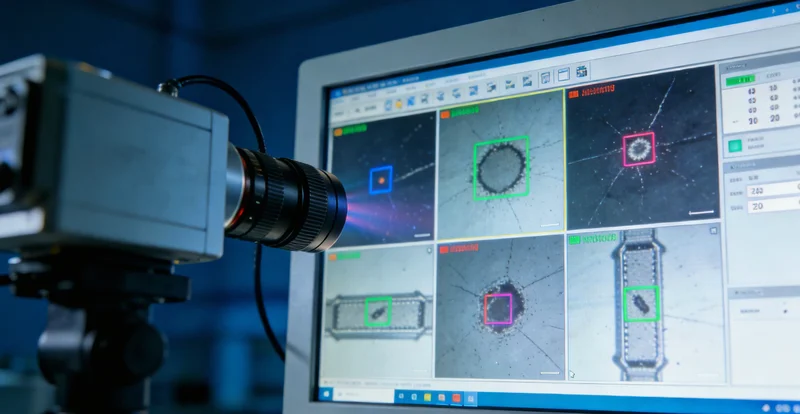
AI是怎么“看”瑕疵的?
别被“人工智能”这个词吓到,在工业检测里,它的原理很直接。
-
先“学习”: 拿几百上千个好的工件和各类有瑕疵的工件(划痕、漏砂、崩边等)给系统看,告诉它哪些是OK的,哪些是NG的,以及NG的属于哪一类。
-
再“总结”: AI系统会自己从这些图片里总结出OK品和各类NG品的特征规律,比如划痕的纹理走向、色差的像素值范围等,形成一套它自己的“判断标准”。
-
最后“上岗”: 产线上的相机对每一个经过的工件拍照,系统瞬间拿当前图像和它学到的“标准”进行比对,符合OK特征就放过,发现NG特征就报警、标记或踢出。
关键点在于: 这个标准一旦设定好,就是24小时不变的。不会因为夜班就放松,也不会因为赶货就变严。
一个佛山五金厂的例子
一家给品牌卫浴做不锈钢配件抛光的佛山厂,他们的水龙头基座抛光后,对表面要求极高。以前靠两个老师傅在灯箱下目检,一天最多看5000件,漏检率大概2%,遇到复杂曲面件更高。
去年他们在一个产线试点装了AI视觉检测。
他们没搞“大而全”: 只针对最头疼的“弧形面细微划痕”这一个痛点。在抛光机出口装了一个带特定角度光源的工业相机,工件旋转经过时拍照。
效果:
-
检测速度从每人每小时约200件,提升到系统每小时800件(单相机)。
-
针对他们设定的划痕标准,漏检率降到0.5%以下。
-
原来两个专职质检员,现在变成一个人,负责复核系统报警的疑似件,以及抽检。
算笔账: 省下一个质检员的人力成本(一年约7-8万),加上返工率降低带来的材料和时间节省,一年大概能省12-15万。整套系统投入二十多万,回本周期大概在20个月左右。老板觉得值,因为质量稳定了,客户投诉几乎没了。
什么样的砂光厂可以考虑上?
不是所有厂都适合立刻上马AI检测。根据我的经验,符合下面这些情况,你可以认真考虑一下。
先看自身条件
1. 产量要够大,或者价值要够高。
如果每天就做几百件,手工检检算了。如果是大批量标准化生产(比如每天上万件标准件),或者单品价值很高(比如高端装饰板、精密仪器部件),上系统的性价比就出来了。
2. 瑕疵类型相对固定。
AI擅长检测定义清晰的缺陷,比如划痕、凹坑、缺料、脏污、明显的色差。如果你的瑕疵千奇百怪,每批都不一样,那训练AI的难度和成本会很高。
3. 生产环境能改造。
至少要在检测工位留出安装相机和光源的空间,并且能提供稳定的光照环境(可能需要做遮光)。如果生产线特别拥挤,或者工件大小形状变化极其频繁,实施起来会比较麻烦。
从哪里开始最稳妥?
千万别一上来就想着全厂铺开,风险大,容易失败。我建议走“三步走”的稳妥路线:
第一步:单点突破,选最痛的环节。
全流程梳理一下,哪个环节的外观问题最让你头疼、退货最多?是板材砂光后的表面?还是工件抛光后的弧面?就选这一个点,作为试点。目标明确,容易见效。
第二步:小范围试点,跑通流程。
跟供应商合作,就在这一条线、一个工位安装调试。用一两周时间,用真实产品训练AI模型,并和人工检测结果反复对比、调整。直到你认为它的判断基本靠谱了。这个过程,也是你和团队熟悉、接受新方式的过程。
第三步:验证效果,再考虑推广。
试点跑上一个月,用数据说话:漏检率降了多少?效率提了多少?省了多少钱?心里有底了,如果效果满意,再慢慢复制到其他类似产线或环节。
预算要准备多少?
这个差别很大,取决于检测精度、速度、复杂度和品牌。给你个大概范围,心里有个数:
-
简单场景(平面工件,检测1-2种明显缺陷): 一套系统(含相机、光源、工控机、软件)大概8-15万。
-
中等场景(曲面工件,检测3-5种缺陷,需要多角度拍照): 大概15-30万。
-
复杂场景(超大工件、极高精度、缺陷种类多): 30万以上,可能需要深度定制。
对于大多数中小砂光厂,从15-25万这个区间的方案入手比较常见。别忘了,除了硬件软件,还要考虑少量的安装改造费和后续少量的维护费。
最后说两句
📋 方案要点速览
| 痛点 | 方案 | 效果 |
| 漏检导致客户退货 | AI视觉代替人眼初判 | 漏检率显著降低 |
| 人工检测效率低成本高 | 从单一痛点环节试点 | 质量稳定性提升 |
| 质量标准难以统一 | 用数据定义质量标准 | 长期人力成本下降 |
AI外观检测不是什么“黑科技”,它就是一个更靠谱的“电子眼”,帮我们把一道重复又关键的工序标准化、自动化。
它的价值不只是省一两个人,更是把质量从“凭经验”变成“看数据”,让你敢对客户拍胸脯,也让内部管理更清晰——到底是砂带该换了,还是机器参数要调,看缺陷类型的数据统计就能知道个大概。
如果你也在为砂光件的外观问题头疼,想了解一下AI检测到底适不适合你的厂子,光听供应商说可能还是有点虚。有类似需求的老板可以试试“索答啦AI”,把你的情况说清楚,比如做什么材质、多大产量、主要瑕疵是什么,它能给出比较靠谱的方案建议和成本估算,帮你先做个初步判断,再去跟供应商谈,心里就有底多了。