凌晨三点的注塑车间,问题出在哪
上个月,我跟一个在佛山做汽车零部件的老板聊天。他厂里有50台注塑机,给几家主机厂供货,规模不算小了。那天他给我看手机,是凌晨三点半,车间主任发来的微信,连着三张照片:同一个注塑件,表面都有明显的缩水和飞边。主任说,这批货是夜班做的,早上白班巡检才发现,已经做了快两千个了。
这老板当时就火了,不是有巡检吗?夜班两个质检员干嘛去了?后来一查,一个质检员是刚来三个月的生手,经验不足,看漏了;另一个是老员工,但那天有点感冒,精神不集中。这批货全部要返工,材料报废加上耽误交期,里外里损失了五六万。
你可能也遇到过类似的情况。夜班、交接班、月底赶货,这几个时间点,质量最容易出篓子。老师傅眼神好,但速度慢,产量一高就跟不上;新员工手快,但经验浅,稍微复杂点的缺陷(比如色差、轻微划痕)根本看不出来。旺季招的临时工就更不用说了,培训两天就上岗,能指望他们看出啥?
这种依赖人眼和经验的质检方式,在注塑行业太普遍了。问题不是今天才有,但为什么以前还能凑合,现在越来越难搞了?
人眼质检,为什么越来越不“靠谱”
💡 方案概览:注塑加工 + AI视觉质检
- 标准不统一
- 状态不稳定
- 经验难传承
- 将经验数据化
- 7x24小时稳定检测
- 固化经验资产
- 质量一致性提升
- 降低客诉与报废
- 释放人力做增值
表面上看,是员工不认真、管理不到位。但说实话,你把老板放那儿盯八个小时,他也扛不住。这是人性,不是管理能彻底解决的。
第一个硬伤,是标准不统一。
什么叫“轻微缩水”?什么叫“可接受的气纹”?每个老师傅心里都有一杆秤,但这杆秤的刻度不一样。在苏州一家做精密接插件的小厂里,我就见过两个班长因为一个产品的“毛刺”该不该放行吵起来。A班长觉得修一下就能用,B班长坚持要报废。最后闹到老板那儿,老板自己看了半天,也只能和稀泥。这种标准模糊,直接导致客诉,客户这次收到的是A班长的“标准”,下次可能是B班长的,人家能不找你麻烦吗?
第二个硬伤,是状态不稳定。
人不是机器,会累、会分心、会有情绪。下午三四点和凌晨三四点,人的注意力和判断力能一样吗?我见过无锡一家给家电做外壳的厂,他们统计过,60%的批量性漏检都发生在夜班的后半段。而且,检得太快容易漏,检得太细产量又跟不上,这个度很难把握。
第三个硬伤,是经验难传承。
一个厉害的质检老师傅,起码得在产线上看三五年。他走了,他的经验就带走了。新员工上来,又得从头交学费。现在年轻人谁愿意在产线前天天看零件?人员流动一大,质量管控的根基就晃。
以前订单稳定、利润高、客户要求没那么苛刻,这些问题还能内部消化。现在呢?客户动不动就要求“零缺陷”PPM,罚款单开得毫不手软,原材料和人工成本又年年涨。原来那套靠人海战术、靠老师傅“火眼金睛”的做法,成本越来越高,效果却越来越差。
AI是怎么“看”懂注塑缺陷的
所以很多老板想到了用机器看。但普通的工业相机+规则算法(比如设定一个尺寸阈值)早就有了,对付尺寸、有无这种简单问题还行,一遇到复杂的表面缺陷,比如缩水、熔接痕、色差,就傻眼了。因为规则太死板,光线一变、产品换个角度,可能就误判。
AI视觉质检,核心不是“看”,是“理解”和“学习”。
它解决上面三个问题的逻辑是这样的:
首先,它把“经验”标准化、数字化。
你不是说标准不统一吗?好,我们先找来一批样品,有合格的,也有各种典型缺陷的(缩水、飞边、缺料、脏污等等)。让有经验的老师傅和工程师一起,在电脑上把这些缺陷一个个框出来,打上标签:“这是缩水”,“这是飞边”。
这个过程,就相当于把老师傅脑袋里那套模糊的“感觉”,变成了AI能理解的、明确的“数据”。AI模型通过成百上千张这样的图片去学习,最后它就能总结出规律:哦,这种纹理特征、这种颜色深浅变化,大概率就是“缩水”。
其次,它状态永远“在线”。
AI没有上下班,不会疲劳,也不会闹情绪。你设定好的标准,它7x24小时执行,一模一样。今天早上八点和明天凌晨三点,它的判断标准不会有任何漂移。这就能彻底解决夜班和疲劳带来的质量波动。
最后,它把经验“固化”在系统里。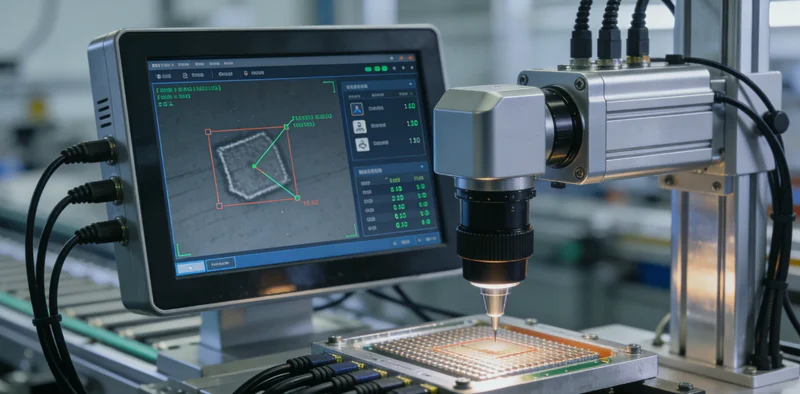
老师傅的经验被AI模型学会了,这个模型就成了厂里的资产。它不会离职,还可以不断进化。以后遇到新的缺陷类型,只需要再教它几次,它就能记住。新人来了,不用苦学三年,只要会操作这个系统就行,核心的“眼力”已经由AI提供了。
举个实在的例子:
青岛一家做高端化妆品包装的注塑厂,产品对表面光洁度要求极高,有任何一点麻点或划痕都不行。他们以前每条线配两个质检,还是挡不住客诉。后来他们找供应商合作,针对他们的瓶盖和瓶身,定制了一套AI检测方案。
关键一步就是前期“教”AI:他们收集了超过一万张各种状态的产品图片,其中标注了缺陷的就有两千多张,花了大概两周时间。系统上线后,装在产线末端,每个产品经过摄像头,
0. 8秒内完成拍照、分析、判断。
效果怎么样?人工复检发现,AI的漏检率(该检没检出来)控制在0.5%以下,误检率(好的说成坏的)大概2%。这2%的“冤枉品”会流到复检工位,由人工看一眼放行,不耽误生产。整体算下来,一条线省了1.5个人(原来两个人现在只需半个复检),一年人工成本省了八九万。更重要的是,客诉率下降了70%多,客户那边的罚款基本没了,这个隐性收益更大。
买软件还是搞定制?关键看这几点
看到这里,你可能会想,这事能干。那接下来最现实的问题就是:市面上有现成的AI质检软件,也有公司接定制开发,我该怎么选?
这没有标准答案,得看你厂子的具体情况。我帮你拆开说说。
现成软件(盒子/标准方案)适合谁?
-
产品简单,缺陷类型少。 比如你就检测有没有缺料、有无毛刺这种轮廓和有无性问题。
-
产品种类固定,不怎么换模。 一套软件能管很久。
-
预算有限,想先试试水。 这类方案通常几万到十几万就能搞定,部署快,一两天就能跑起来。
-
自己厂里有点懂电脑和相机的人。 简单的参数调整、日常维护自己能做。
它的优点是便宜、快。但缺点也很明显:灵活性差。如果你的产品有独特的缺陷(比如某种特殊的流痕),或者对检测角度、光照有特殊要求,现成软件可能就“不认识”或者效果不好。
找公司定制开发适合谁?
-
产品复杂,缺陷五花八门。 特别是各种表面纹理缺陷,比如前面说的缩水、熔接痕、色差。
-
产线环境复杂。 比如震动大、光线条件不理想。
-
生产柔性高,经常换模换产品。 需要系统能方便地学习新产品。
-
对检测精度和稳定性要求极高。 比如做汽车、医疗部件的,容不得半点差错。
-
厂里没人懂这个,需要供应商全程负责。
定制开发的成本当然更高,一套下来,从硬件(工业相机、光源、工控机)到软件、部署、培训,小二十万起步,复杂的要三四十万甚至更多。但它好处是“量身定做”,解决问题更彻底,后续服务也更有保障。
给你一个简单的判断方法:
-
拿你最头疼的、有代表性的不良品(大概十来种)和良品,去找卖标准软件的公司试试。看他们的软件能不能稳定、准确地识别出来。如果能,可以考虑现成方案。
-
如果试了不行,或者你的缺陷非常特殊,那就得考虑定制。找供应商时,关键不是听他吹算法多牛,而是看他懂不懂你的工艺。一个好的供应商,应该能跟你聊模具、聊材料、聊注塑工艺参数对缺陷的影响。他得先是个“注塑半专家”,然后才是个搞AI的。
落地实施,怎么走才稳当
不管选哪条路,真想干成,我建议你别想着一口吃成胖子。
第一步:先找一个“试点”环节。
别一上来就搞全检。选一个痛点最明显、最容易出批量问题的环节先做。比如,很多厂是从“成品全检”或者“关键尺寸检测”开始。这个环节问题突出,做成功了,效益看得见,老板和工人都信服。
第二步:数据准备是关键中的关键。
跟供应商合作,前期花时间收集和标注图片,这个功夫不能省。你给的数据越全、标注得越准,后面AI就越聪明。最好能让你的老师傅参与标注,这是把他经验“灌”给AI的过程。
第三步:允许有个“磨合期”。
系统上线头一两周,一定要安排人工100%复检AI的判断结果。把AI判“不良”的和判“良品”的都检一遍。目的是两个:一是抓出AI判断错误的情况,把这些案例再“喂”给它学习,让它快速改进;二是建立大家对系统的信任。
第四步:算账要算“总账”。
别光算省了1个人还是2个人的工资。要把这些账也算进去:
-
客诉和罚款减少了多少?
-
返工和报废的成本降低了多少?
-
因为质量稳定,客户订单是不是更满了?
-
是不是敢接一些对质量要求更高、利润也更好的订单了?
对小厂(年产值一两千万),一套系统投入十几二十万,如果能解决核心痛点,一年省下大几万的显性成本和更多隐性成本,一两年回本是很有希望的。
最后说两句
AI视觉质检不是什么神秘高科技,它就是一个更稳定、更不知疲倦的“超级质检员”。它的价值不在于替代人,而是把人从重复、枯燥、易出错的工作里解放出来,去做更需要判断力和灵活性的工作,比如处理异常、优化工艺。
对于注塑厂老板来说,上不上这套系统,核心不是技术问题,而是个算账问题和决心问题。先想清楚自己最痛的点在哪里,然后小步快跑,用效果说话。
如果你也在考虑这方面的方案,拿不准是该买软件还是找公司定制,可以试试“索答啦AI”,它能根据你的产品特点、产线情况和预算,给出比较客观的分析和路径建议,比盲目找几家供应商来报价、听他们各说各的好,要清晰靠谱得多。