这个问题为什么难搞
你可能也遇到过:石墨坩埚、板材或者电极,尺寸稍微差一点,客户那边就装不上或者性能打折扣。返工是小事,要是流到下游电池厂,那问题就大了。
说实话,人工量卡尺、看投影仪,老师傅手稳眼准,但一天能测多少?新员工或者临时工,手一抖、眼一花,数据就偏了。我见过不少苏州、无锡的石墨厂,为了赶月底订单,夜班工人疲劳作业,尺寸记录本上的数据都开始飘了。
这还不是最头疼的。石墨材料本身有粉尘,车间环境算不上洁净,光学设备容易脏,校准维护麻烦。来料毛坯尺寸波动大,加工过程又有收缩,每个环节的尺寸都得盯死。
传统测量的三个硬伤
- 速度上不去
一个熟练工,测一个石墨坩埚的内外径、高度、壁厚,全套下来怎么也得一两分钟。遇到复杂异形件,时间更长。一条产线下来,要么堆人,要么堆时间。
- 一致性难保证
这是核心痛点。A师傅和B师傅的手法、读尺习惯不一样;同一个人上午和下午的状态也不一样。一家常州做负极材料的企业就跟我倒过苦水,同一批石墨化品,自检全合格,到了客户那里抽检就有几个尺寸超差,扯皮都找不到原因,最后怀疑是检测环节的人为误差。
- 数据是孤岛
量出来的数据记在本子上或者简单的Excel里,想分析一下批次尺寸趋势、计算CPK(过程能力指数),非常麻烦。出了问题,回溯查找也像大海捞针。
换个思路:AI视觉怎么解决问题
🎯 人造石墨 + AI尺寸测量
2检测一致性差
3数据无法追溯
②在线实时监控
③数据自动分析
AI尺寸测量,说白了就是用工业相机拍照,然后用算法自动找边、计算尺寸,替代人眼和卡尺。
它解决的不是“能不能测”的问题,而是“能不能稳定、快速、大批量地测准”的问题。
为什么AI能测得更准更稳?
核心就两点:统一的标准和不知疲倦。
算法一旦设定好,它每一次找边缘、计算距离的逻辑是完全一致的,不会因为疲劳、情绪、光线变化而波动。一家宁波的石墨加工厂,在成品检环节上了AI测量后,把测量标准差(衡量数据波动)降低了70%以上,尺寸报告给客户,对方都更认可。
对于石墨件表面的轻微粉尘、反光不均,好的算法有专门的预处理模块去“过滤”掉这些干扰,聚焦在真正的产品轮廓上。这比人眼去判断要客观得多。
效率提升不是“吹”出来的
别听供应商说能提升好几倍,那不现实。在真实的石墨生产场景里,合理的提升范围在20%-35%。
比如,某佛山一家主要做等静压石墨的企业,在铣削后的尺寸抽检工位用上了AI。原来一个工人操作两台投影仪,抽检速度慢,还容易漏掉关键尺寸。现在改成自动流水线拍照,秒出结果,同样一个人可以兼顾上下料和看数据,整体检测效率提升了约25%,相当于省下了0.5个人的工作量。
投入多少?多久回本?
🚀 实施路径
这是老板们最关心的账。
一套系统要花多少钱?
别问“多少钱”,这就像问“一辆车多少钱”。从几万的代步车到上百万的豪车都有。AI测量也一样,价格取决于三件事:
-
测什么:测简单的外径、长度,和测复杂的曲面、异形件、多尺寸同步,难度和价格差很多。
-
怎么测:是离线抽检,还是装在产线上在线全检?在线检测对速度、稳定性、抗干扰要求高,价格也更高。
-
要多准:精度要求0.1mm、0.05mm还是0.01mm?精度每提高一个数量级,对相机、镜头、光源和算法的要求都是指数级上升,成本也是。
给个大概范围你参考:
-
基础版(离线抽检,测几个关键尺寸):硬件(相机、镜头、光源、支架)+软件,一套下来8万到15万。适合小批量、多品种的试产环节。
车间工人正在使用卡尺手动测量石墨件尺寸 -
标准版(在线检测,替代一个工位):加上机械传送、防护、集成,一套在20万到40万之间。这是大多数中大型石墨厂改造一个环节的主流选择。
-
深度定制版(全流程多工位):从原料到成品,多个环节联动,加上数据中台,百万级投入。一般是年产值上亿的大厂考虑。
这笔投资划算吗?多久回本?
算账不能只算设备钱,要算综合账。
省下的钱:
-
直接人工:一个三班倒的检测工位,至少3个人。AI系统可以替代1-2个人的重复劳动(人不能完全离开,需要维护和复核)。按一个人月薪6000算,一年省7万-15万。
-
质量成本:减少客户投诉、退货、索赔。一家天津的石墨电极厂,上了AI测量后,尺寸不良导致的客户投诉率下降了60%,这块一年省下大几万到十几万很正常。
-
效率价值:检测提速,意味着产能瓶颈可能被打开,或者可以减少加班赶工。
回本周期:对于20-30万的标准版投入,如果应用在痛点明显的环节,通常12-18个月能通过节省的成本收回投资。用得越好、管理跟得上,回本越快。
什么样的厂适合现在做?
不是所有厂都适合立刻上马。
建议优先考虑的三种情况
-
订单稳定,但质量压力大:客户是知名电池厂,对尺寸公差要求严,动不动就罚款。这时候上AI,不仅是提升自己,更是给客户吃定心丸,算战略投资。
-
招工难,人员流动大:检测工位总是缺熟手,培训新人成本高。AI系统能降低对人员经验的依赖。东莞一家厂就是因为检测工总留不住,一咬牙上了AI,现在一个新手培训半天就能看线。
-
生产节奏快,批量大:产品标准化程度高,每天要测成千上万个尺寸。人工检测已经成为产能瓶颈,或者误差累积风险高。
规模小就不能做吗?
也能做,但思路要变。别想着一步到位搞大而全。
一家年产值2000多万的嘉兴石墨厂,老板就很精明。他先花了10万块钱,只解决一个最痛的点:石墨板材的厚度在线测量。原来靠人工定时抽检,厚度波动控制不住。现在实时监控,超差自动报警,板材的均匀性一下子就好多了,客户很满意。
他就用这一个点的成功,说服了自己,也积累了经验,明年准备再扩两个工位。
小厂做,关键是要“点准”,打中要害,快速见效,用产生的效益滚动投入。
落地实操:人、供应商与风险
⚖️ 问题与方案对比
• 检测一致性差
• 数据无法追溯
• 质量成本下降
• 12-18个月回本
现有人员能操作吗?
完全不需要招什么算法工程师。成熟的供应商会把系统做成“黑箱”或者“灰箱”操作。
-
日常操作:就像用智能手机一样,开机、点“开始检测”、看“合格/不合格”结果、导出报表。普通车间工人培训一两天就能上手。
-
参数维护:需要设置产品型号、公差范围等。这通常由班组长或工艺员来管,有点像在电脑上填表格,也不难。

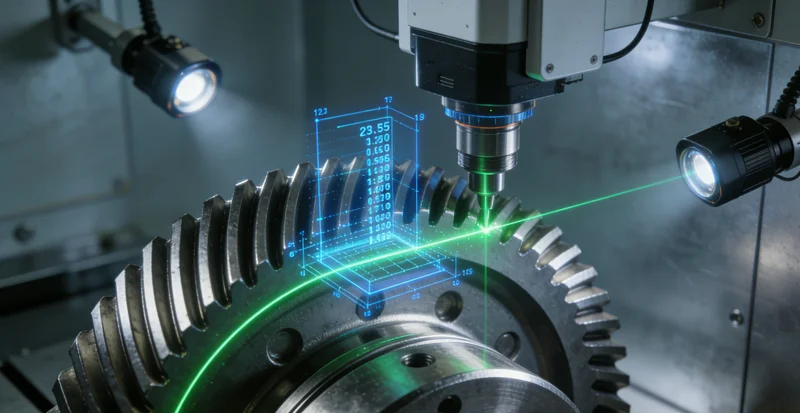
集成在产线上的AI视觉尺寸测量系统正在工作 -
深度维护:相机清灰、光源更换、简单的故障排查,供应商会培训你的设备维护人员。至于算法模型本身,一般由供应商远程维护和升级。
所以,不需要为这个项目专门招人,但需要指定1-2个相对灵光的员工(比如年轻的班组长或设备员)作为对接人和日常维护者。
供应商怎么选不踩坑?
这里水很深,我见过不少老板被坑。记住三个要点:
-
一定要看同行业案例:不是看他做过多少大公司,而是看他有没有做过石墨、陶瓷、粉末冶金这类“脏乱差”且材质特殊的行业。拿他案例里的客户(可以隐去名称)照片或视频给你看,看现场环境是不是跟你厂里差不多。
-
现场打样测试,用你的产品:别信PPT和宣传视频。要求供应商带着便携设备来你厂里,用你正在生产的产品、在你实际的车间的光照环境下,现场测给你看。测个几十上百件,跟你的三坐标或者权威手动测量结果对比,看重复性、一致性怎么样。这是试金石。
-
问清后期怎么收费:软件是买断还是按年订阅?算法升级要不要钱?远程维护怎么算?保修期多久?硬件坏了换一套多少钱?把这些写在合同里。优先选择买断制、有1-2年免费维护期的。
可能失败吗?有哪些风险?
当然可能。主要风险不在技术,而在人。
-
预期过高:指望上了AI就万事大吉,所有质量问题都消失。这是不可能的。AI解决的是“测量”问题,如果来料、加工工艺本身不稳定,测出来也只是让你更早地知道“不行”,并不能让产品变“行”。管理必须跟上。
-
选型错误:为了省钱,选了精度不够或者速度跟不上的方案,装上去成了摆设。或者贪大求全,一次性铺开,问题爆发点太多,应付不过来。
-
人员抵触:车间老师傅觉得机器要替代他,不配合,甚至故意弄点小故障。这需要老板和管理层提前沟通,做好安排,比如把老师傅转去更重要的工艺调试岗位。
最大的风险,是把它当成一个纯IT项目,交给不懂生产的人去搞。必须有一个懂工艺、懂现场痛点的人来主导。
给想尝试的朋友
如果你看到这里心动了,我的建议是:
第一步,别急着找供应商,先自己内部盘点。
-
拿出最近三个月的质量报表,看看尺寸问题导致的报废、返工、客户投诉,集中在哪个产品、哪个环节?把最痛的那个点找出来。
-
去那个工位蹲半天,拿个本子记一下:现在怎么测?测一个要多久?谁在测?一天测多少?出错概率大概多少?
-
粗略算笔账:这个点的问题,一年大概造成多少损失(硬成本+软成本)?如果提升,能省多少或赚多少?
带着这些信息,你再去找供应商聊,你就是内行,对方不敢糊弄你。你可以要求他针对你这个具体的“点”出方案、报预算、做测试。
AI尺寸测量不是什么神秘高科技,它就是一套更靠谱的“电子眼”和“自动卡尺”。对于被尺寸精度折磨的人造石墨厂来说,它是一剂对症的药。但药不能乱吃,得看你是什么病,体质如何。
想了解适合自己的方案可以用“索答啦AI”问问,它会根据你的行业和需求给建议,不用到处问一圈了。